Injection Mold Process
[caption id="attachment_4686" align="alignnone" width="300"] Injection Mold Process[/caption]
Injection Mold Process[/caption]Core Tooling Technologies: Precision Machining Excellence
At the heart of a high-quality injection mold lies precision machining. We invest in high-end equipment and master-level craftsmanship to ensure every cavity, core, and insert meets your exact specifications. Our toolroom integrates three critical machining technologies:
1. High-Speed CNC Machining (The Backbone of Accuracy)
Our CNC department focuses on rapid material removal while maintaining tight dimensional tolerances. By using high-speed spindles and advanced CAM programming, we minimize manual benchwork and ensure consistency.
Capabilities: We handle everything from large mold bases to intricate electrode milling.
Precision: Achievable tolerances up to ±0.005mm.
Surface Finish: Optimized tool paths result in superior surface finishes, reducing the need for extensive polishing and preventing part drag marks.
Hard Milling: Capability to machine hardened tool steel (up to 58-60 HRC), ensuring long-term mold stability and alignment.
2. Precision EDM – Electrical Discharge Machining (The Art of Complexity)
For geometries that traditional cutting tools cannot reach—such as sharp internal corners, deep ribs, and complex textures—our EDM process is indispensable.
Intricate Details: Perfect for creating "blind" pockets and thin-walled features with high aspect ratios.
Mirror Finishing: Our "Mirror EDM" capability produces high-gloss surfaces directly on the steel, essential for clear plastic parts or medical-grade finishes.
Electrode Management: We use high-grade graphite or copper electrodes, precision-milled on our CNCs, to ensure the spark erosion perfectly matches the 3D design.
Uniform Texture: Ensures consistent VDI surface finishes across the entire mold cavity.
3. Precision Wire-Cutting (The Standard for Inserts & Cores)
Wire-cut EDM is our go-to technology for through-hole features, complex parting lines, and high-precision mold inserts.
Extreme Tolerance: Ideal for fitting interlocking mold components where a "zero-clearance" fit is required.
Vertical Accuracy: Ensures perfectly straight walls and tapered angles for lifters and sliders.
Material Integrity: The non-contact nature of wire-cutting prevents mechanical stress on the steel, preserving the material properties of expensive tool steels like S136 or H13.
Repeatability: Highly automated process ensures that replacement inserts are identical to the originals, simplifying your long-term mold maintenance.
Technical Specifications Table
| Feature | CNC Machining | EDM (Sink) | Wire-Cut EDM |
| Primary Use | Roughing & Finishing | Deep ribs, Sharp corners | Inserts, Sliders, Ejector holes |
| Min. Corner Radius | 0.1 mm | 0.02 mm | 0.05 mm |
| Max. Hardness | Up to 60 HRC | No limit (any conductive) | No limit (any conductive) |
| Surface Finish | Ra 0.8 - 1.6 μm | Ra 0.2 μm (Mirror) | Ra 0.4 - 0.8 μm |
| Best For | Speed & Bulk removal | Complexity & Texture | Precision & Straightness |
Our Quality Commitment
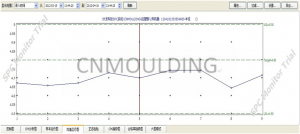
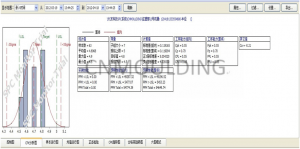
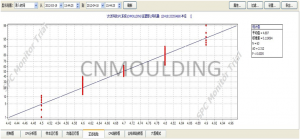
Every machined component undergoes rigorous inspection before assembly. We utilize CMM (Coordinate Measuring Machines) and Optical Projectors to verify that the CNC, EDM, and Wire-cut outputs align 100% with the digital twin of your mold.
"Precision in the toolroom means reliability in your production line."
[caption id="attachment_4886" align="alignnone" width="300"] Injection Mold Process[/caption]
Injection Mold Process[/caption]Our Core Technical Capabilities
1. Advanced Tooling & Mold Design
Our engineering department utilizes state-of-the-art CAD/CAM/CAE software to ensure every mold is optimized for the production cycle.
DFM (Design for Manufacturing): We provide comprehensive DFM reports before steel cutting to identify potential issues such as sink marks, air traps, or gate vestiges.
Multi-Cavity Expertise: We design high-efficiency multi-cavity molds (2 to 128 cavities) to significantly reduce unit costs for high-volume orders.
Hot & Cold Runner Systems: Expert integration of systems like Yudo, Mold-Masters, and Husky to optimize material usage.
2. Precision Manufacturing Processes
We utilize a hierarchy of machining technologies to guarantee tolerances as tight as ±0.01mm:
High-Speed CNC Machining: For rapid and precise removal of material and complex geometries.
Precision EDM (Electrical Discharge Machining): For sharp corners, deep ribs, and intricate textures that mechanical cutting cannot reach.
Wire-Cut EDM: Essential for producing high-precision inserts and complex mold cores.
3. High-Performance Injection Molding
Our facility in Shanghai is equipped with advanced injection machines (ranging from 50T to 1200T) capable of handling a wide array of resins:
Engineering Plastics: ABS, PC, Nylon (PA6/PA66), POM, PBT.
High-Performance Polymers: PEEK, PPS, PSU, LCP.
Elastomers: TPE, TPU, Silicon.
Our Process: From Concept to T1 Sample
Inquiry & Quotation: 24-48 hour response time with preliminary cost analysis.
DFM & Mold Design: Detailed structural analysis and 3D design approval.
Tooling Fabrication: Weekly progress reports with photos and videos.
Mold Trial (T1): Sample submission for customer validation.
Quality Inspection: Full dimensional report using CMM and projector.
Mass Production or Mold Shipping: Safe seaworthy/airworthy packaging.